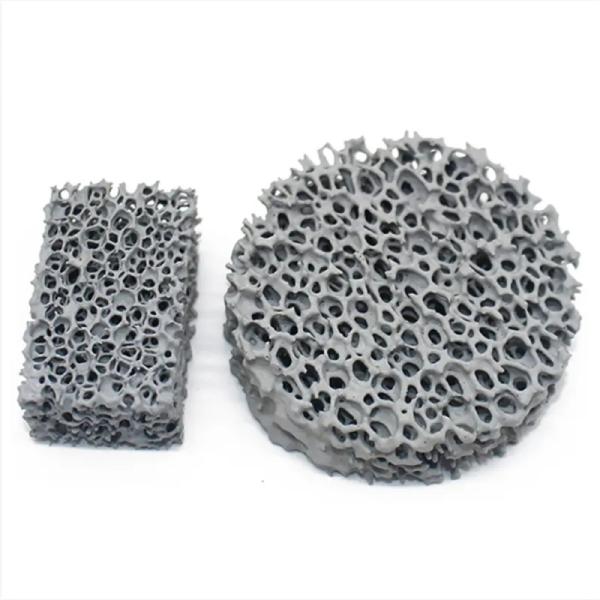






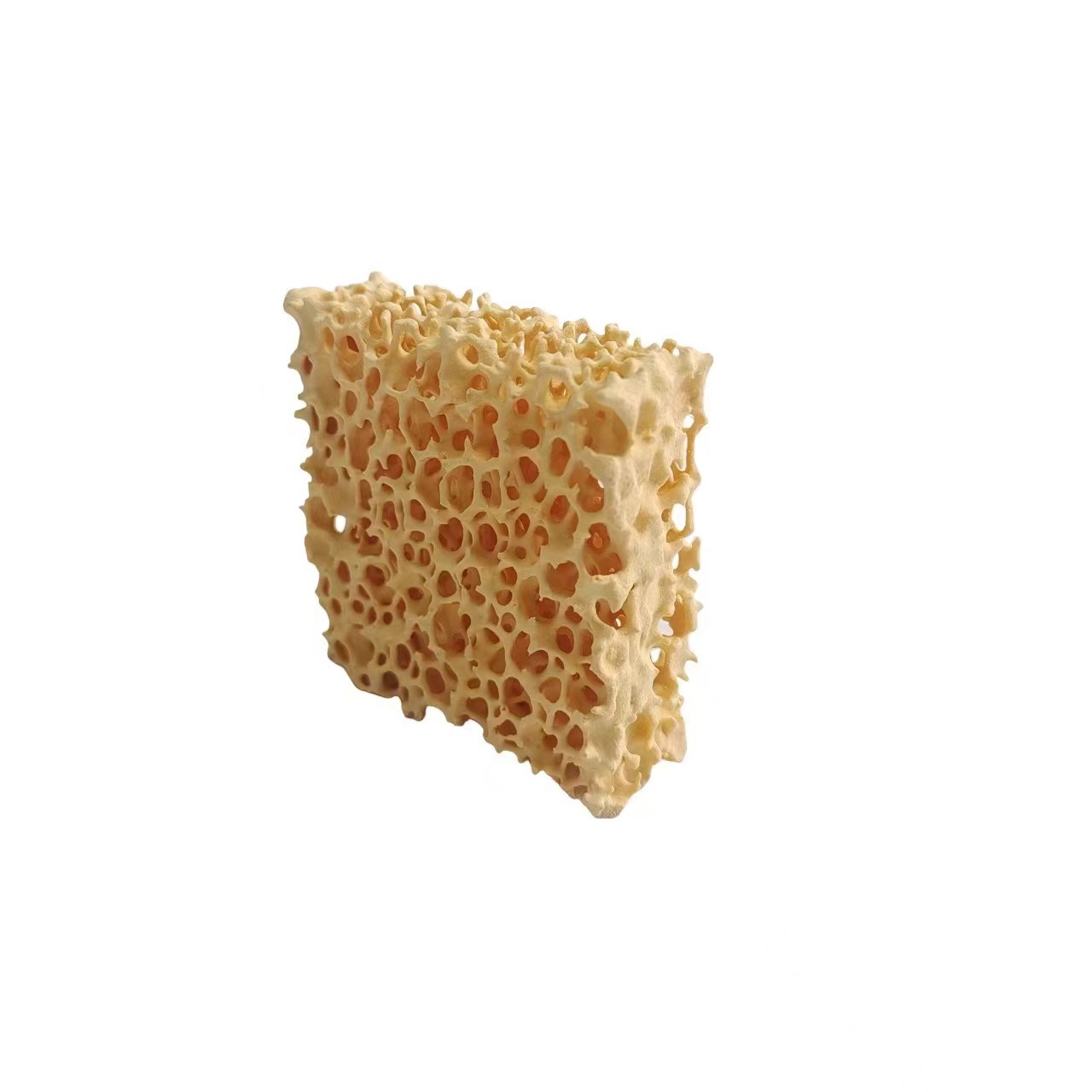
Zirconia Foam Filter for Filtration of molten Steel
- Size : Dia 50*25,10ppi
- Color : Yellow
- Pore Size :10~30PPI
- Application: zirconia ceramic foam filters are designed for filtration of carbon steel, steel alloy and stainless steel.
- Specification
Description :
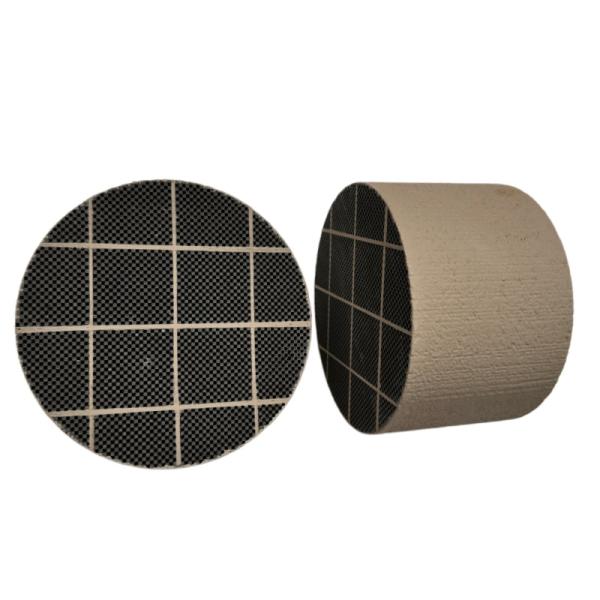
Zirconia ceramic foam filter is made of high-purity, high-quality zirconia, with a unique formula and advanced environmental protection technology. It has a unique three-dimensional uniform pore structure, withstands temperatures up to about 1700°C.
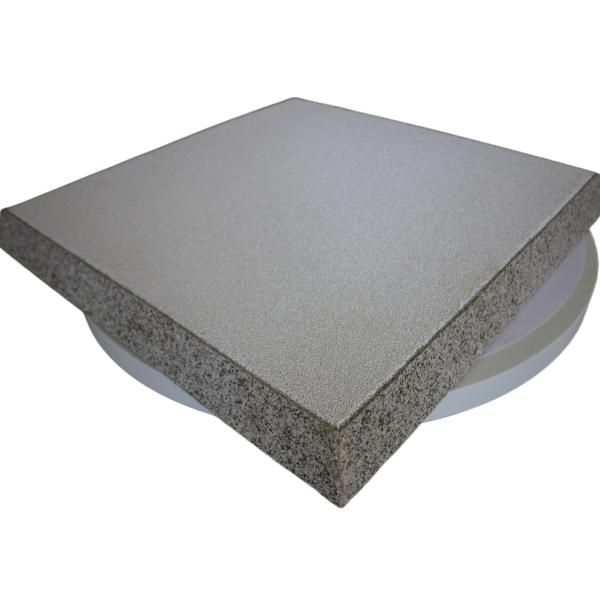
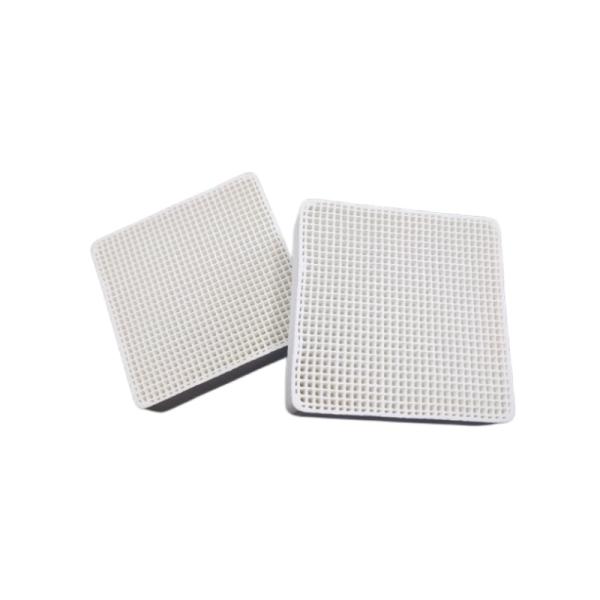
The size are available in square, round and custom geometric shapes; sizes ranging from 10mm up to 600mm, and thicknesses from 10-50mm. zirconia ceramic foam filters are designed for filtration of carbon steel, steel alloy and stainless steel.
Product Features:
1.Filter out the inclusions in the casting, reduce the gas in the casting, reduce the degree of turbulence during the flow filling of the metal, reduce the surface defects in the casting, and significantly reduce the rejection rate of the casting.
2.Improve the fluidity of molten metal, increase the filling ability and shrinkage ability of the casting, improve
the surface finish of the casting, increase the compression seal of the casting, enhance the elongation and tensile strength, and improve the surface quality and mechanical properties of the casting.
3.zirconia ceramic foam filter has very high temperature working strength, chemical stability, thermal shock resistance and resistance to metal liquid flow impact. High chemical stability makes it not affected by the acidity and alkalinity of the molten metal and does not change the chemical composition of the molten metal. There is no slag dropping or cracking in the work, which ensures the filtration quality of molten metal and the stability of chemical composition.
4.It has a large metal flow rate, and the flow rate is stable (different from the straight hole ceramic filter, the flow rate gradually decreases with the increase in the number of captured impurities). Its filtering effect is much higher than that of other filter elements.
5.It has very high dimensional accuracy and can be used in the production line for automatic filter placement
Product Parameters:
|
Material |
Zirconia |
|
Color |
Yellow |
|
Applied temperature |
≤ 1700℃ |
|
Pore Size |
10-30PPI |
|
Porosity |
80-90% |
|
Bulk Density |
0.9-1.5g/cm 3 |
|
Compressive Strength |
≥ 1.5Mpa |
|
Application |
Molten Stainless Steel, Alloy and other metal in precision molding |
Regular size and Capacity
|
Dimensions mm |
Flow rate(kg/s) |
Total capacity |
|
|
Carbon steel |
High-alloy steel |
kg |
|
|
40×40×20 |
2 |
2.5 |
30 |
|
50×50×22 |
3 |
4 |
50 |
|
55×55×22 |
4 |
5 |
60 |
|
Φ50×22 |
2.5 |
3 |
40 |
|
Φ60×25 |
3.5 |
4.5 |
70 |
|
Φ70×25 |
4.5 |
6 |
95 |
|
Φ75×25 |
5 |
6.5 |
110 |
|
Φ80×25 |
6 |
7.5 |
125 |
|
Φ90×25 |
8 |
9.5 |
160 |
|
Φ100×25 |
9.5 |
12 |
190 |
|
Φ120×25 |
11 |
14 |
220 |
|
Φ150×30 |
12.5 |
15 |
330 |
Noted :Common sizes range :40x40x20mm up to 150x150x30mm. Round filters are available from D40x20mm up to D150x30mm. Although PPI 10 is the porosity most commonly used for steel casting, finer porosities up to PPI 40 are available on request. Custom-made cut-to-size filters are also possible.
Application :
zirconia ceramic foam filters are designed for filtration of carbon steel, steel alloy and stainless steel. With their excellent resistance to attack and corrosion from molten steel liquid, they can effectively remove inclusions, reduce trapped gas from liquid metal and provide laminar flow, and then the filtered metal is significantly cleaner. Cleaner metal results in higher-quality castings, less scrap, and fewer inclusion defects, all of which contribute to bottom-line profit.
How To Use
1.The closer the placement to casting cavity,the smaller the chance of secondary oxidation.
2.The design of the gating system should be simpler.It's not necessary to consider other slag blocking measures,which can improve the utilization rate of the sand type and the process yield.
3.The working area of the filter should be 4-6 times of the flow resistance section of the gating system to ensure that the pouring speed is not affected.
4.Selecting the appropriate filter according to the type of casting alloy and the pouring temperature,and it should not be overheated.
5.Selecting appropriate aperture to filter.
6.Filter can not be used to control pouring speed.